
车铣复合中的TRACYL 表面转换
车铣复合中的TRACYL 表面转换
2015-08-21 CNC4you Siemens数控技术应用
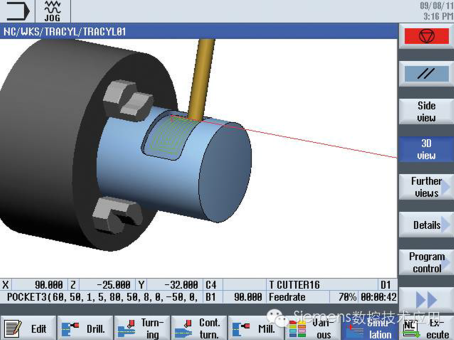
在日常作业中,车铣加工中心的编程人员常常需要在车削件上完成铣削元素的加工,诸如铣型腔、铣平面、铣槽等诸如此类的加工。凭借西门子独有的ShopTurn 编程方式下,系统出色的图形支持以及操作简便的铣削循环,就连初学者也能在极短的时间内掌握编程操作。即使是使用 G 代码来创建此类元素也不是什么难事,正如下例所示:使用带旋转铣削头的车铣加工中心在直径 100 mm 的圆柱体上加工尺寸为 50 × 80 × 5 mm 的型腔。
实例加工步骤如下:
1.G54 零点偏置和 G19 铣削加工平面激活,并且轴被移动至基准位置。
G54 G19
G0 X800 Y0 Z800 B1=0
2.调用刀具并通过摆动循环 Cycle800 使其以 90° 切入。
T="FRAESER_16_RAD_C1"
CYCLE800(0,"WSP",300,57,,,,,90,,,,,-1,100,3)
3.铣削主轴切换为主主轴,以给定的速度和旋转方向进行预定位。
SETMS(2)
G95 S4500 M3
G0 X120 Z-50
4.使用指令 TRACYL 调用表面转换,括号中的值为圆柱直径,而圆柱表面即为加工平面。接着使用型腔加工循环 POCKET 定义型腔,就如同在水平表面上一样。注意,执行该循环时,X 轴的半径编程会被自动激活。
TRACYL(100)
POCKET3(60,50,1,5,80,50,8,0,-50,0,5,0,0,0.2,0.1,0,11,5,8,3,15,0,1,0,1,2,11100,13,101)
5.使用 TRAFOOF 取消转换,主主轴切换为车削主轴,坐标系清除。
TRAFOOF
SETMS(1)
G0 X300 Z300
文章节选自CNC4you,欢迎关注!




